麦科斯离型剂在热压罐上的使用工艺流程
文章来源:未知日期:2020-03-07作者:麦科浏览次数:
热压罐工艺是纤维复合材料应用较多、最为常见的一种成型方式,特别在航空航天领域的比重更是高达80%以上。成型的构件多应用于航空航天领域等主承力和次承力结构,以及国防、轨道交通、电子通讯、汽车制造、体育运动器材等诸多领域。
下图就是热压罐:

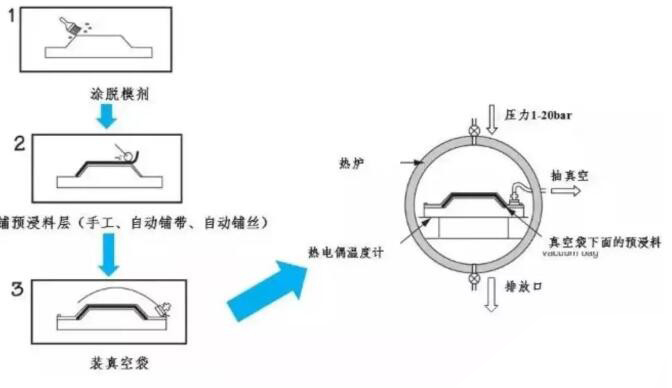
热压罐工艺示意图如下
将碳纤维预浸料按铺层要求铺放于涂抹离型剂的模具上,将毛坯密封在真空袋后放置于碳纤维热压罐中。在真空状态下,经过热压罐设备升温、加压、保温、降温和卸压等程序,利用热压罐内同时提供的均匀温度和均布压力实现固化,从而可以形成表面与内部质量高、形状复杂的碳纤维复合材料制件。用热压罐的一个重要原因是向预浸料提供足够的压力,以此抑制孔隙的生成,所以做出来的产品性能好,能够作为结构件使用。因此热压罐工艺在航空航天上应用较多,但是热压罐工艺也存在成本高、效率低的缺点。
二、真空袋压工艺
针对热压罐成本高的缺点,发展了真空袋压工艺,真空袋压工艺前序工艺和热压罐类似,模具涂抹离型剂并平铺碳纤维预浸料,但后期固化不使用热压罐,而是使用固化炉。
固化炉价格便宜,但没有压力,在抽真空情况下,压差只有一个大气压。因此要得到类似的孔隙率,对树脂和预浸料要求较高。有研究表明,半浸润的预浸料能够有效低提高气体渗透性,OoA预浸料采用树脂半浸润,将干纤维作为排出气体的通道,在零件固化时卷入的气体和挥发份都可以通过通道排出。
下图就是热压罐:
热压罐工艺示意图如下
将碳纤维预浸料按铺层要求铺放于涂抹离型剂的模具上,将毛坯密封在真空袋后放置于碳纤维热压罐中。在真空状态下,经过热压罐设备升温、加压、保温、降温和卸压等程序,利用热压罐内同时提供的均匀温度和均布压力实现固化,从而可以形成表面与内部质量高、形状复杂的碳纤维复合材料制件。用热压罐的一个重要原因是向预浸料提供足够的压力,以此抑制孔隙的生成,所以做出来的产品性能好,能够作为结构件使用。因此热压罐工艺在航空航天上应用较多,但是热压罐工艺也存在成本高、效率低的缺点。
二、真空袋压工艺
针对热压罐成本高的缺点,发展了真空袋压工艺,真空袋压工艺前序工艺和热压罐类似,模具涂抹离型剂并平铺碳纤维预浸料,但后期固化不使用热压罐,而是使用固化炉。
固化炉价格便宜,但没有压力,在抽真空情况下,压差只有一个大气压。因此要得到类似的孔隙率,对树脂和预浸料要求较高。有研究表明,半浸润的预浸料能够有效低提高气体渗透性,OoA预浸料采用树脂半浸润,将干纤维作为排出气体的通道,在零件固化时卷入的气体和挥发份都可以通过通道排出。
分享到:
相关推荐 /Related to recommend
查看更多 >>

时间:2026-01-16
在精益制造与供应链安全同等重要的今天,为肯天PM50A橡胶脱模剂寻找并验证一个成熟的国产化替代方案,已成为防尘罩领域领先企业的前瞻性布局。迪瓦橡胶防尘罩专用脱模剂,凭借其专业定位与过硬品质,正成为这一趋势下的可靠选择。...
查看详情 >

时间:2025-08-05
迪瓦DM-23橡胶脱模剂作为是一种即用型喷雾罐脱模剂,可以有效解决上述问题,氟材料能够有效降低固体的表面性能,高温硫化后会形成纳米级薄膜,牢牢吸附在模具表面,使其产生不具粘着性和难浸润,不易与其他物质溶合,很好的解决了成品与模具之间的残留问题。...
查看详情 >
时间:2021-05-25
游艇厂家在制作船壳体、玻璃钢甲板和复合材料零件时,脱模难,模具有污垢残留,表面不光滑。大大影响了后期加工及模具清洗。Deawa通过无数个日日夜夜的实验,发明了一种模具封孔剂、脱...
查看详情 >

时间:2019-08-19
油性离型剂:它是一种非反应型离型剂,刷在模具上不成模,是形成一层起到脱模效果的油性离型层,但这层油能耐温200-230度,目前只有一小部分球拍厂在用,快要淘汰的产品。优点是模具不...
查看详情 >

时间:2019-08-05
经验告诉我们,最可靠的信息,不是来自供货商或朋友推荐,而是源自实践。不同脱模剂品牌的配方和脱模力度都不尽相同,在别人那里好用,在你这里不见的一定好用,因为每个制造商原材...
查看详情 >

时间:2019-06-03
好的渔具当然是人们心之所向。1972年之前,人们大多使用木质或竹制钓竿,不易携带且重量较重。1972年,奥林匹克钓具公司推出一款碳纤维复合材料钓鱼竿,由东丽公司的T300碳纤维和玻璃纤...
查看详情 >
时间:2019-04-24
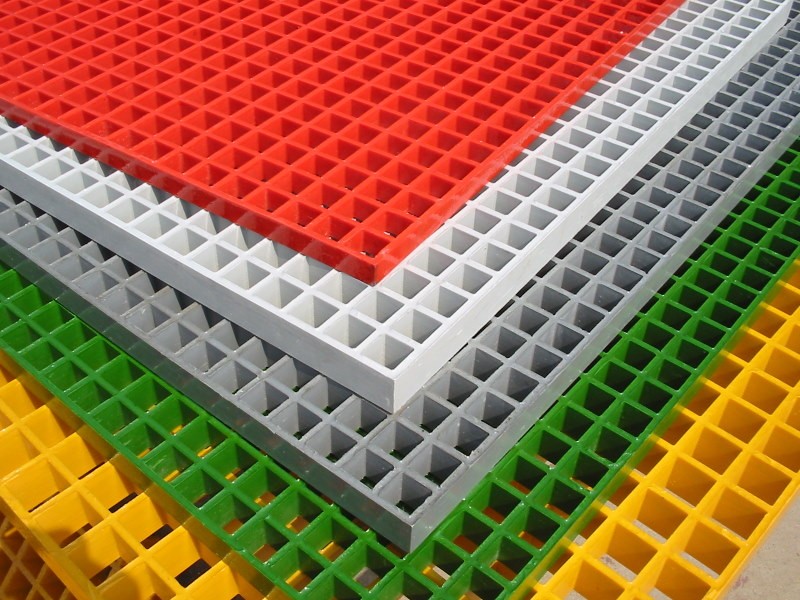
随着我国经济高速发展,玻璃钢格栅板的应用是越来越广泛了,生活中随处可见,比如:洗车店、公路、铁路、农用修建、水利、船只上运送业、渠道、船只甲板、走道、军用扫雷艇、楼梯踏...
查看详情 >
时间:2019-04-24
橡胶脱模剂被广泛应用于橡胶轮胎、密封圈,胶管等制造工业中,不仅可以提高橡胶轮胎、密封圈、胶管等产品的成型率,还可以大大延长模具的使用寿命。那么, 橡胶轮胎脱模剂 的特点有哪...
查看详情 >




