为什么碳纤维车架脱模用离型剂而不用脱模蜡?
文章来源:未知日期:2019-11-04作者:麦科浏览次数:
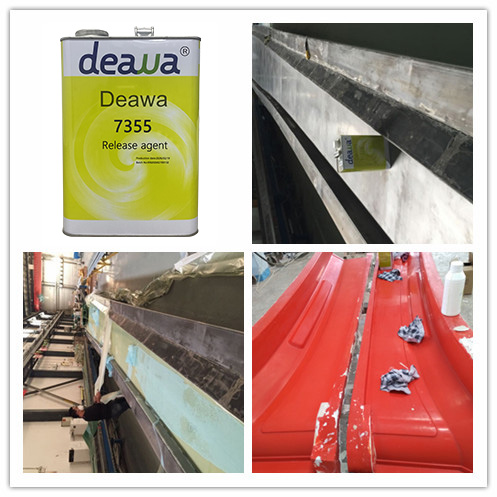
碳纤维车架成型工艺比较精密,很多厂家由于成本原因,使用脱模蜡代替离型剂,结果造成了产品难脱模,损伤了模具。这就是典型的因小十大。麦科斯为大家简单说一下碳纤维车架成型过程以及离型剂的重要性。
1、使用5000到12000根碳纤维原丝,每根只有5至7微米细,它们合成一个丝束,就是我们所说的碳纱。品质越高,碳纤原丝越细。
2、将碳纱编织在一起并与树脂混合,形成预浸碳布,它混合35%的树脂和65%的碳纤维。
预浸碳布都是单向的,因此所有碳纤维都是排列成一个方向。碳布依据车架设计被精确切割以减少浪费。
3、在模具表面涂抹离型剂,新模具最好涂抹2-3遍。
4、使用EPS内模处理并覆盖乳胶,除了气嘴(在后叉的顶部)被完全密封。以前成型用的是气袋,存在碳布折叠,内部粗糙等问题。使用离型剂可以得到很光滑的内表面,而且弯角处也不会出现折叠和无法压实的问题。
5、将预浸碳布围绕在EPS上预成型,需要覆盖5-6层碳布,通过变化角度来增加强度和刚性,一个车架要使用数百片碳布。
6、当所有碳布都贴上去,将预成型的车架放到钢模具中,加热到130°C,使用12bar气压进行加压,维持40分钟,固化成碳纤维车架。
7、使用了离型剂的碳纤维成品,很容易就从模具上分离。这个步骤是把EPS/乳胶从碳纤部件中抽出来,留下光滑的内表面没有任何波纹,一些关键部位的公差需要通过机器打磨实现。
8、一般车架的前三角,后叉是分开成型的,接合部分在预成型时就留有公母阶,它们能无缝的连接在一起,通过胶水并包裹碳纱固定成型。
9、通过品质测试,进行表面处理,喷漆,经过24小时,车架准备好送去装配。

1、使用5000到12000根碳纤维原丝,每根只有5至7微米细,它们合成一个丝束,就是我们所说的碳纱。品质越高,碳纤原丝越细。
2、将碳纱编织在一起并与树脂混合,形成预浸碳布,它混合35%的树脂和65%的碳纤维。
预浸碳布都是单向的,因此所有碳纤维都是排列成一个方向。碳布依据车架设计被精确切割以减少浪费。
3、在模具表面涂抹离型剂,新模具最好涂抹2-3遍。
4、使用EPS内模处理并覆盖乳胶,除了气嘴(在后叉的顶部)被完全密封。以前成型用的是气袋,存在碳布折叠,内部粗糙等问题。使用离型剂可以得到很光滑的内表面,而且弯角处也不会出现折叠和无法压实的问题。
5、将预浸碳布围绕在EPS上预成型,需要覆盖5-6层碳布,通过变化角度来增加强度和刚性,一个车架要使用数百片碳布。
6、当所有碳布都贴上去,将预成型的车架放到钢模具中,加热到130°C,使用12bar气压进行加压,维持40分钟,固化成碳纤维车架。
7、使用了离型剂的碳纤维成品,很容易就从模具上分离。这个步骤是把EPS/乳胶从碳纤部件中抽出来,留下光滑的内表面没有任何波纹,一些关键部位的公差需要通过机器打磨实现。
8、一般车架的前三角,后叉是分开成型的,接合部分在预成型时就留有公母阶,它们能无缝的连接在一起,通过胶水并包裹碳纱固定成型。
9、通过品质测试,进行表面处理,喷漆,经过24小时,车架准备好送去装配。
上一篇:选择离型剂要考虑哪些因素
分享到:
相关推荐 /Related to recommend
查看更多 >>
时间:2026-06-04
迪瓦(Deawa)深耕复材脱模剂26年,半永久成膜技术实现单次涂覆10次+连续生产,废品率降至0.1%,服务风电/航空/管道等5000+企业,全工艺适配,一剂通天下。...
查看详情 >

时间:2025-08-05
无论是复材的精密成型,还是橡胶制品的大规模生产,迪瓦脱模剂以科技为引擎,以客户为中心,持续刷新行业标准。选择迪瓦,不仅是选择一款产品,更是选择高效、环保、可持续的未来生产力。...
查看详情 >

时间:2019-08-07
一、 泡风管离型剂 特点与性能: 1、泡风管型剂系半永久型高温脱模剂。它以活性有机化合物为基料,醇类、碳烃类为溶剂复配而成。工作温度高可达300℃,不转移,不影响工件表面涂装; 2、...
查看详情 >

时间:2019-07-27
橡胶脱模剂在使用过程中经常会遇到各种各样的问题,分析总结归类为以下原因: 1. 橡胶脱模剂喷射不均引起,则需要改善涂布; 2. 橡胶脱模剂喷涂流淌引起,则需要调整喷涂量; 3. 擦拭引...
查看详情 >

时间:2019-06-20
碳纤维加工一直是市场需求较大的行业,成型就是将碳纤维按照不同的方向、不同层数铺设出制品形状,在一定压力和温度下涂抹 离型剂 后固化成型,然后脱模。对于碳纤维复合材料加工成型...
查看详情 >

时间:2019-07-16
碳纤维材料在体育用品领域应用广泛,不同的产品由于造型、工艺、材料等的差异,对脱模性能的要求实际上有很大区别。市场上通用型的离型剂,并不能满足制造的真实需要。麦科斯研发团...
查看详情 >
时间:2019-04-24
随着我国经济高速发展,玻璃钢格栅板的应用是越来越广泛了,生活中随处可见,比如:洗车店、公路、铁路、农用修建、水利、船只上运送业、渠道、船只甲板、走道、军用扫雷艇、楼梯踏...
查看详情 >




